L’articolo qui citato parla specificatamente delle Gomme del Go kart. Ma sia il metodo costruttivo che il livello tecnologico di queste coperture non ha nulla a che invidiare a quelle della F1 o di qualsiasi altra competizione motoristica. In più , è bello far notare che l’Italia è all’avanguardia anche nella costruzione e nella ricerca nel campo delle gomme da auto e nelle gomme da competizione. La Vega , che è citata in questo articolo è leader nel mondo per le coperture da Go Kart e l’unica industria nel mondo in grado di eguagliarla è la più famosa Bridgestone.
Uno dei componenti più importanti per le prestazioni globali del kart è per l’appunto quello delle gromme, la cui azzeccata (e a volte fortunosa) scelta può dare la vittoria a pilota e team, è forse il meno noto al grande pubblico sotto l’aspetto tecnologico e costruttivo.
In tutti gli sport motoristici il ruolo delle gomme è determinante e, ad alto livello, sembrano racchiudere la differenza di pochi decimi, se non centesimi, tra i primi della classe. Nel karting l’azione è ancora più marcata a causa dei particolari regolamenti, nettamente distinti per numero di pneumatici a disposizione in gare internazionali, per i modelli imposti in quelle nazionali, nonché per la particolare impostazione tecnica del kart, privo di differenziale e allo stesso tempo alla strenua ricerca di un’impronta a terra che spari via dalle curve nella fase d’accelerazione. Consideriamo inoltre ché i pneumatici per il karting, sempre per norma ufficiale, non possono avere struttura radiale.
COMPONENTI DELLA MESCOLA
Per meglio spiegare il processo produttivo, ci siamo recati alla Vega (alla quale si riferiscono le foto), il maggior costruttore italiano di gomme per kart, dotato di macchinari modernissimi e di una tecnologia all’avanguardia, che nulla ha da invidiare ai costruttori impegnati nell’automobilismo e nel motociclismo.
Il servizio segue fedelmente il ciclo produttivo, dai componenti di base al prodotto finito.
La costruzione d’un pneumatico si può considerare, solo come inizio, composta di due fasi: realizzazione della parte gommosa, la mescola del battistrada e dei fianchi, e costruzione della struttura di base, un vero e proprio “telaio” gommato, che li supporta.
La parte gommosa del pneumatico, sia il battistrada a contatto con il terreno sia il materiale destinato ai fianchi, che quello per le tele, è una miscela, una mescola appunto, di tre componenti principali:
gomma, plastificanti e nerofumo. Le percentuali sono approssimativamente del 30% ognuna, ma il valore preciso dipende dai tipo di mescola che si vuole ottenere e nessun costruttore dichiarerà mai la percentuale precisa. E’ un po’ come i segreti dei cuochi, ma non è indispensabile per capire il processo. Il restante 10% circa è fatto di minerali, come la silice e altri prodotti leganti.
La gomma naturale è un idrocarburo, un composto di atomi di idrogeno e di carbonio, proprio come il petrolio e i suoi derivati. La composizione molecolare, vale a dire il numero e la disposizione degli atomi che formano la molecola, differisce per ogni idrocarburo.
La gomma naturale è formata da lunghe catene (polimero, naturale in questo caso) di migliaia di molecole di isoprene, un idrocarburo insaturo, la cui struttura molecolare è in fig. 1 detto anche metilbutadiene.
Fig.1
9.Kb
La Formula della gomma naturale. Prima della freccia una molecola di isoprene contata n volte. Dopo la fraccia si vede che le molecole si legano tra loro in seguito all’apertura di un legame doppio, nella parte bassa, che diventa singolo (da H2C=C a -CH2-C)
Un idrocarburo si dice insaturo quando la sua molecola presenta uno o più legami doppi o tripli tra atomi di carbonio. La definizione è dovuta al numero di atomi di idrogeno inferiore, a parità di atomi di carbonio, rispetto ad uno saturo, proprio perché due o tre legami, per esempio di una coppia di atomi di carbonio s’impegnano tra loro invece che con un idrogeno ciascuno. La gomma naturale (a volte detta anche cruda naturale o caucciù) si ricava da alberi ad alto fusto delle foreste tropicali, come l’Hevea brasiliensis. Dal Dichopsisgutta s’ottiene invece la guttaperca, una gomma naturale con polimerizzazione dell’isoprene un poco differente ed è adatta ad altri prodotti, come i cavi sottomarini. La gomma naturale proveniente dall’Africa centrale è reputata di qualità superiore rispetto a quella dell’America Latina. Molto apprezzata anche la gomma dei grandi arcipelaghi asiatici. La gomma sintetica, indicata con il nome tecnico di elastomero sintetico, è un polimero artificiale, s’ottiene tramite processi e reazioni chimici. Per la fabbricazione di pneumatici si uniscono il butadiene (circa 77%) e lo stirene (22%) a formare la gomma SBR in fig 2;
Fig.2
8.Kb
Le gomme sintetiche, SBR dopo la freccia, sono date dall’unione di idrocarburi insaturi, stirene e butadiene. Anche in questo caso si può notare l’apertura di alcuni legami doppi per consentire la polimerizzazione, vale a dire le formazione di una lunga catena di molecole.
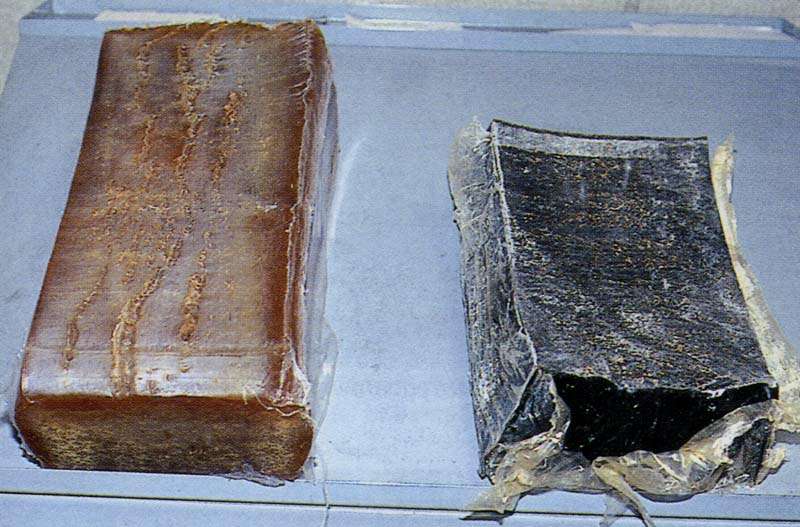
Il prodotto è denominato anche con l’accoppiata dei nomi dei due componenti, noti anche come copolimeri, proprio perché partecipano con una semplice unione alla struttura finale. L’esagono con un cerchio interno rappresenta sinteticamente 6 atomi di carbonio che occupano i vertici di un esagono, a ciascuno dei quali sono legati 6 di idrogeno. In laboratorio è riproducibile anche la struttura della gomma naturale isoprene; osservare che per entrambi i tipi la molecola base è il butadiene. Nella fig 3 si vedono i due tipi di gomma; quella nera è sintetica, la rossiccia è invece naturale. La gomma viene tagliata in pezzi di misura calibrata. Il nero fumo, o nero di carbone, è una polvere ottenuta per combustione parziale di alcuni idrocarburi e arriva in fabbrica contenuta in sacchi di varia grandezza. I plastificanti sono composti chimici derivati dal petrolio, in sostanza degli oli pesanti, con la funzione principale di amalgamare i componenti.
Fig.3
72.Kb
A confronto la gomma sintetica (nera) con quella naturale.
MESCOLAMENTO
— Mescolatore chiusoI tre componenti fondamentali sono richiamati dai silos (la gomma a mano) ed inviati al mescolatore chiuso, un grosso contenitore detto anche bambury. Un computer controlla e gestisce le quantità, sia provenienti dai depositi, sia inviate al mescolatore.
La gomma, come già detto tagliata in pezzi, è immessa manualmente, dopo averne controllato il peso per rispettare la composizione desiderata.
Il plastificante è stoccato in silos fig 4, dai quali viene pompato verso il mescolatore, dopo aver subito un innalzamento della temperatura per favorire lo scorrimento. La sua viscosità è infatti piuttosto elevata.
Fig.4
54.Kb
Il silo degli oli plastificanti
La polvere di nerofumo è invece aspirata dai sacchi nei quali è imballata. Fig 5
Fig.5
64.Kb
Il sacco del nero fumo
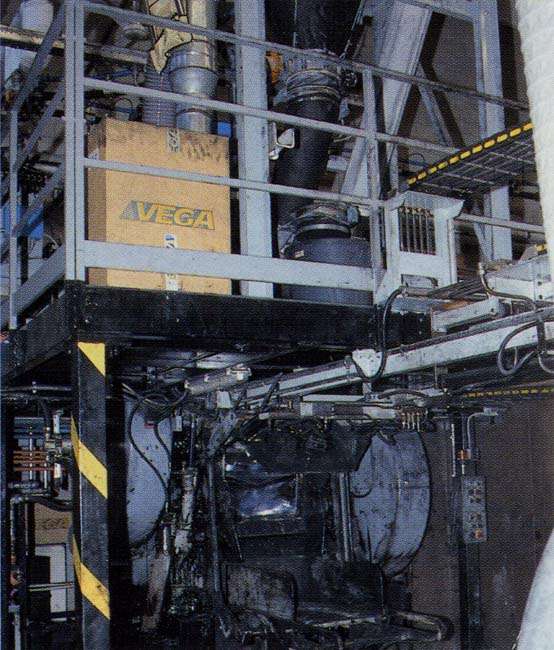
Le quantità del plastificante e del nerofumo sono verificate in automatico tramite bilance elettroniche collegate al computer di gestione del bambury. Il mescolatore chiuso fig 6, che opera a ciclo continuo in modo simile ad un gigantesco “Pastamatic”, contiene un pistone che spinge e schiaccia gli ingredienti. Alla Vega ce ne sono due di produzione, da 100 e 30 kg ad ogni ciclo rispettivamente, e uno per l’attività sperimentale, che produce 1,5 kg per volta di mescole destinate alla preparazione dei prototipi. Alla base del bambury alcune pale rotanti rompono il denso amalgama in parti maneggiabili, raccolte da un addetto dalla bocca d’uscita.
Fig.6
68.Kb
Nel mescolatore chiuso (o bambury) avviene la prima lavorazione della mescola
— Mescolatore apertoI tranci di composto devono passare ora nel mescolatore aperto. Si tratta di grossi rulli fig 7,attraversati i quali la mescola diventa più uniforme, sia per composizione che per densità, Il particolare percorso comporta una continua torsione accoppiata ad un’elongazione.
Fig.7
53.Kb
Nel mescolatore aperto prosegue la lavorazione meccanica della mescola che acquista maggiore uniformità.
Per rifarsi all’esempio precedente, si può dire che il mescolatore aperto svolga l’azione del mattarello o meglio della macchinetta dotata di manovella, per stendere la sfoglia di pasta. Lo schiacciamento tra le calandre produce un certo orientamento longitudinale del reticolo molecolare. Durante questa lavorazione, anche se l’attrito tra gli strati produce calore, la temperatura del composto diminuisce. Verso il termine del ciclo nel mescolatore aperto vengono inseriti a mano fig 8, vulcanizzanti, come zolfo, e acceleranti, necessari per le fasi successive.
Fig.8
64.Kb
Verso il termine della fase nel mescolatore aperto , vengono aggiunti vulcanizzati e acceleranti.
La banda di mescola viene tagliata a strisce e immersa in una vasca (batch-off), fig 9, per il definitivo raffreddamento. A questo punto la mescola è pronta ed è destinata al battistrada o ai fianchi per passare nella trafila ed assumere la forma, o meglio la sezione trasversale adeguata alle successive operazioni.
Fig.9
54.Kb
Nella vasca si realizza in batch-off, un raffreddamento definitivo.
TELAIO GOMMATOE’ la struttura destinata a contenere la mescola, sia battistrada, sia di riempimento, che per le tele. — TeleIl cuore della struttura è rappresentato dalle tele, le stesse sulle quali i piloti a volte dicono di trovarsi quando il battistrada è deteriorato o completamente consumato. Il tessuto a maglia piuttosto larga, circa i cm dilato, è formato da fili longitudinali, la trama, e trasversali, l’ordito fig 10. Il materiale del tessuto può essere nylon, rayon, poliestere o kevlar.
Fig.10
10.Kb
La tela è formata da fili longitudinali (trama) e trasversali (ordito) e può essere di vari materiali.
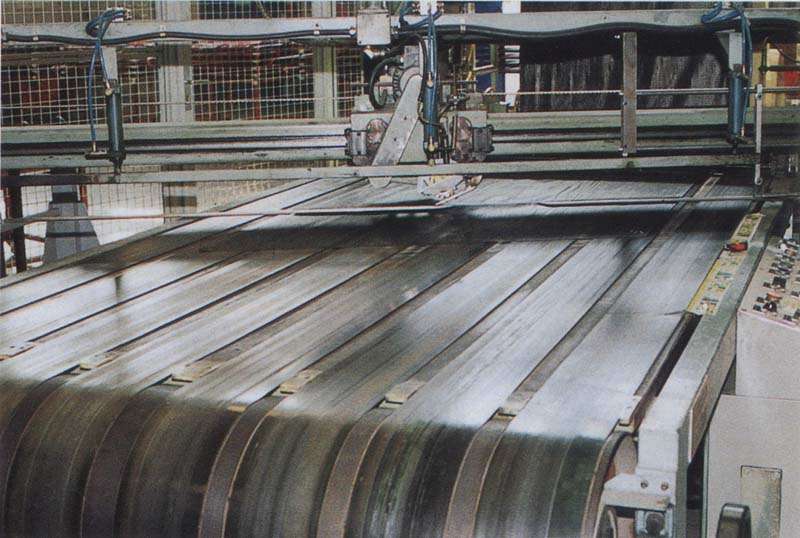
La rete e la mescola (quella preparata per questo uso), passano sovrapposte in un grosso macchinario basato su una serie di rulli, nel quale in sostanza la gomma invade il tessuto che ne resta imprigionato. Al termine del ciclo si formano dei rotoli. Per evitare che i vari strati arrotolati s’incollino tra loro (il tessuto è al centro di ogni strato) in fase d’arrotolamento èinterposto un tessuto di supporto. Interessante la traslazione verso l’alto del gruppo rulli (festone) poco prima del completamento del rullo, che accumula il nastro, in quanto la produzione è continua e non può essere interrotta. Le tele vengono tagliate con un certo angolo rispetto alla direzione longitudinale (di marcia, di rotolamento o della trama). fig 11
Fig.11
66.Kb
Taglio obliquo delle tele
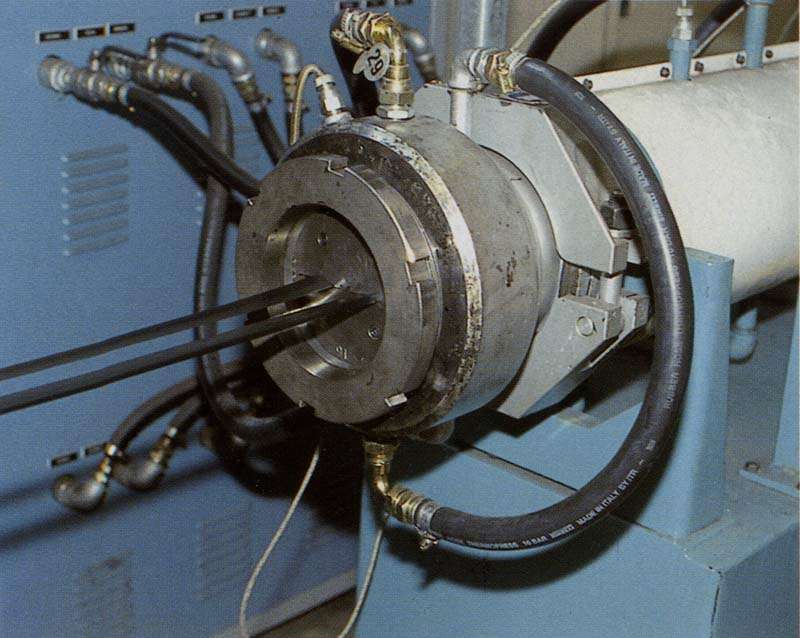
— AnelliUna parte fondamentale del pneumatico è il fianco, e più precisamente la zona vicina al cerchione, detta tallone (e vengono in mente le 3 viti antistallonamento a 120° all’interno del cerchio). La base del tallone è sorretta dal cerchietto, che dà rigidità alla zona a contatto con il cerchione. Si tratta di fili d’acciaio ottonato, che lega molto bene con la gomma. Quattro fili affiancati passano in una macchina che li immerge nella mescola, formando una piattina. L’anello è formato da 4 strati di questa piattina. — RiempimentoIl volume immediatamente superiore al cerchietto è occupato da una gomma di riempimento, ottenuta da una trafila con sezione cuneiforme fig 12
Fig.12
64.Kb
La trafila fornisce la gomma di riempimento di sezione adatta ad essere inserita nel fianco del pneumatico
MONTAGGIOPer procedere verso il pneumatico finito, si deve eseguire un vero e proprio assemblaggio dei componenti finora descritti. Su un rullo d’acciaio, che funge da supporto per il montaggio, si avvolgono 2 tele sovrapposte, ma con angolo opposto, fig. 13. Alle estremità del rullo si dispongono i 2 cerchietti e il riempimento tallone, fig. 14.
Fig.13
69.Kb
Le tele, tagliate obliquamente, sono disposte sul rullo di supporto
Fig.14
70.Kb
Si dispone il riempimento del tabellone
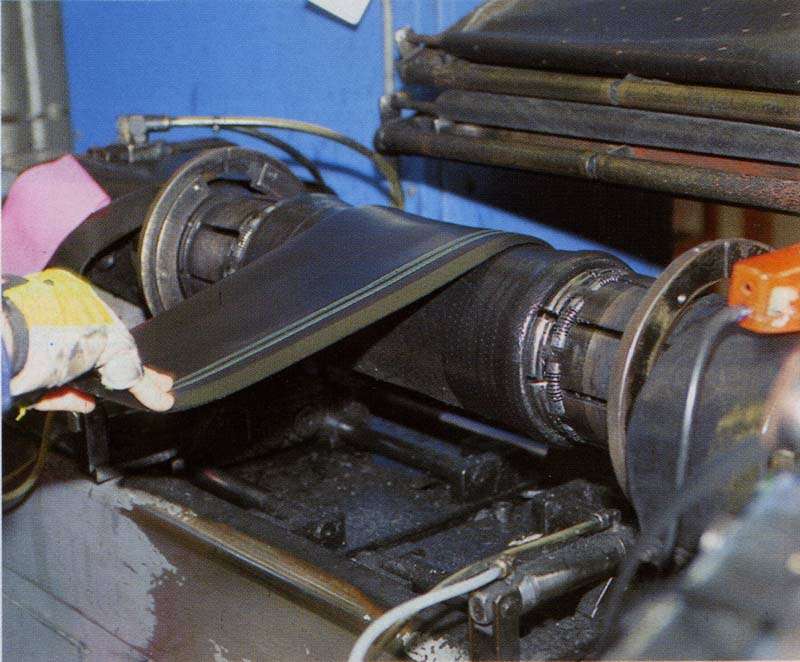
Le bande più esterne delle tele vengono ripiegate verso l’interno a formare il risvolto che, al termine del ciclo, con il pneumatico formato, sarà il fianco esterno, la cui parte racchiusa nel bordo del cerchione è il tallone. Si procede con una rullatura che compatta l’insieme ed elimina eventuali imperfezioni nella stesura dei componenti. Ora manca solo la mescola battistrada, avvolta al centro del rullo, fig. 15.
Fig.15
67.Kb
L’ultima operazione dell’assemblaggio è l’applicazione della mescola battistrada
In fig. 16 si vede il rullo che supporta un insieme completo pronto per la successiva operazione, ma prima viene fatto rilassare 48 ore in apposite rastrelliere di stoccaggio,fig. 17.
Fig.16
44.Kb
Rullo completo della prima bozza del pneumatico , pronto ad essere gonfiato per assumere un accenno della forma definitiva
Fig.17
47.Kb
Aumentando la pressione interna i conferisce una prima forma al pneumatico
VULCANIZZAZIONEQuella che si presenta ora è in pratica la struttura distesa del pneumatico. Occorre conferirgli la forma definitiva. Prima di tutto viene “gonfiato”, fig. 18, in un banco apposito per dare un accenno dì forma.
Fig.18
49.Kb
Forno di vulcanizzazione . L’interno è lo stampo preciso per ogni pneumatico
Successivamente viene introdotto nel forno di vulcanizzazione, fig. 19. Si tratta di un involucro formato da 2 semigusci che all’interno, in posizione di chiusura, possiedono la forma definitiva del pneumatico, comprese le scritte laterali in rilievo .riguardanti modello e misure.
Fig.19
44.Kb
Ecco i pneumatici nel loro aspetto devinitivo
Ogni modello di gomma quindi ha il suo stampo. I due semigusci del forno hanno un’intercapedine all’interno della quale circola vapore ad alta temperatura, 160 -170 0C. Nello stesso tempo, dentro Io stampo è riprodotta una pressione variabile da 6 a 8 bar (600 – 800 kPa), secondo il modello e le necessità. Queste sono le due azioni della vulcanizzazione. L’alta temperatura innesca il processo chimico della vulcanizzazione, in sostanza “fonde” insieme e definitivamente i vari componenti incontrati nella descrizione del processo, rafforzando i legami molecolari. L’alta pressione è invece responsabile del processo fisico e meccanico dello stampaggio. In questa fase giocano il loro ruolo i composti vulcanizzanti, come lo zolfo o i donatori di zolfo, e gli acceleranti. I primi facilitano la formazione chimica del polimero di unione, aiutano a creare i legami definitivi di cui si diceva poc’anzi, mentre gli altri abbreviano i tempi perché questo accada.
Questo è il processo costruttivo e tecnologico dei pneumatici, specifico per il karting. Dall’analisi dei componenti si deduce che per oltre il 90% il pneumatico è fatto di idrocarburi, sia pur con strutture molecolari diverse. Tra le varie conseguenze rileviamo I’infiammabilità e la tossicità del prodotto, anche se non a livelli di grave pericolo.